Case Study: Replacing Field-Erected Towers with Modular – A Safer and Faster Solution for Toyota
By Stephen G. Kline, P.E., M.B.A., Global Technical Director – High Growth Verticals, Baltimore Aircoil Company, Inc.
How do you replace aging cooling towers without risking disruption to a plant’s continuous high-volume operation? That was the challenge at Toyota’s Princeton, Indiana plant. The Toyota Tundra pickup truck began rolling off the production line in 1998 at the 4.5 million-square-foot facility (roughly 80 football fields under one roof), and the existing cooling towers were due to be replaced.
The cooling tower replacement was part of a $1.3 billion plant modernization project that included retooling, new equipment, and advanced manufacturing technologies, expanding capacity to 420,000 vehicles annually to meet the strong demand primarily for the company’s popular hybrid vehicles.

Before: Existing field-erected towers needing to be replaced.
The Challenge
Replacement of the enormous field-erected cooling towers was no small task, and it needed to be completed within the limited timeframe when cooling was not required to avoid causing any downtime of plant operations. The demolition could not begin until December and the site preparation, installation, and commissioning of the new system needed to be completed by April.
Toyota worked with Ryan Halvorsen at ElitAire LLC. to evaluate the technology alternatives and develop a plan. The first decision that needed to be made was the construction method—whether to replace the existing non-BAC field-erected towers with a similar site-built system or to install a modular system built offsite in BAC’s factory. The second decision was the drive technology for the fans—whether to continue using a gear drive system or shift to direct drive technology.
Toyota’s main goal was to control risk, the risk of delays in the installation process that could cause production downtime, and the risk to worker safety, which was of paramount importance. The procurement team was also looking for a solution that was energy efficient and low maintenance to reduce costs and environmental impact.

After: The BAC Series 3000 modules were installed in only four days, compared to the two to three months required to assemble field-erected cooling towers.
Modular System Lowers Risk
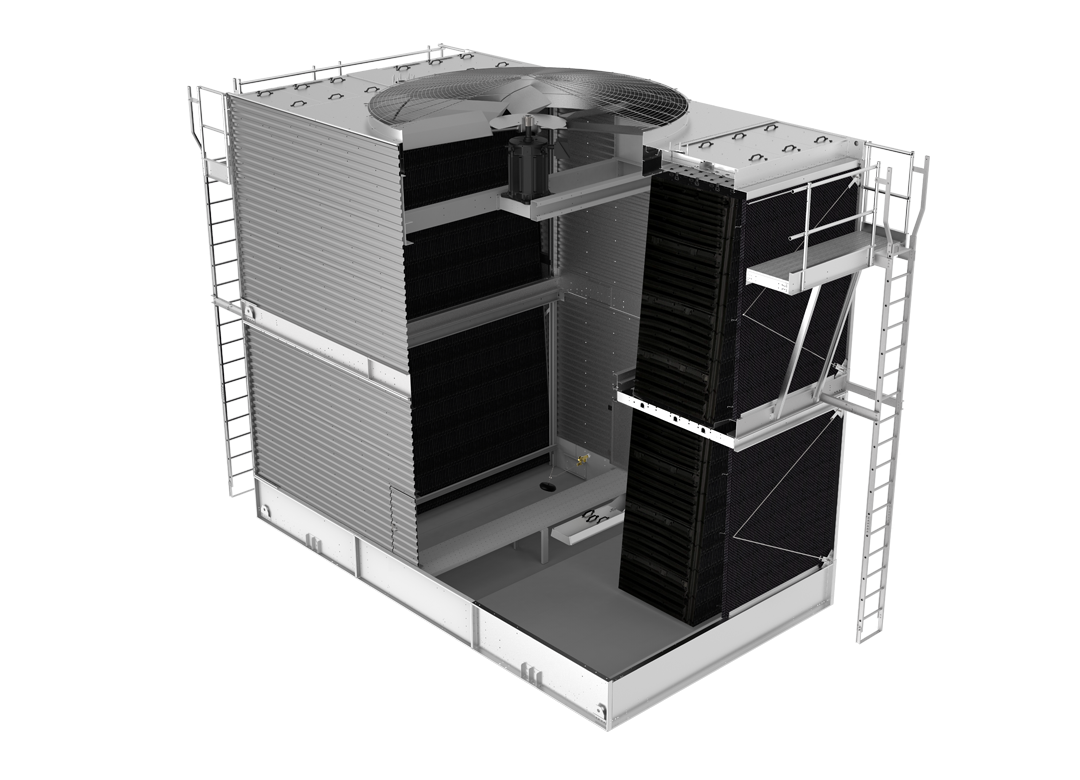
After an evaluation of the lifecycle costs and weighing the risks of various alternatives, Toyota selected BAC’s modular Series 3000 Cooling Tower with the direct drive ENDURADRIVE® Fan System. Although Toyota had previously installed two Series 3000 modules at a different plant location, this project in Princeton, Indiana was different in two respects. First, this project was significantly larger in scale. Second, whereas the previous project was a new installation, the current one involved replacement units that utilized the existing concrete cold-water basin. These differences coupled with the time constraints added complexity and risks.
Taking these factors into account, BAC’s Series 3000 Cooling Tower was the ideal solution. Toyota was able to replace the existing (6) field-erected towers with (12) modular Series 3000 Cooling Towers while reusing the existing concrete cold-water basin.

The BAC Series 3000 modules were installed on the existing concrete cold-water basin.
A key factor in Toyota’s decision was the installation time. Remarkably, the mechanical construction firm, Harrell-Fish Inc. (HFI), was able to install the full array of the Series 3000 modules in only four days, compared to the more than 60 days that would have been required to assemble a field-erected system of the same size and capacity.
As noted by Hassan Alhashim, the lead project engineer at ElitAire: “Instead of taking 2-3 months to erect site-built towers, the modules were each installed in about 3 hours, and the entire process from demolition to completion was accomplished well within the four-month window.”
Moreover, Toyota was able to perform visual inspections and factory acceptance testing of the Series 3000 modules prior to their leaving BAC’s factory, rather than relying on the more difficult and time consuming process of performing these tests on site.

Compressing the schedule and reducing the risks of delays inherent in field construction projects was critically important to Toyota, but so was reducing safety risks, a central component of their corporate culture. BAC’s modular cooling towers are built offsite in BAC’s factories under strict quality control and EHS standards. The modular towers are shipped to the job site when complete in upper and lower sections with minimal field assembly time. Using factory-built modular cooling towers reduced safety risks for Toyota since the plant was not an active construction site for multiple months as it would have been with field-erected towers.
Learn more about BAC’s Environmental Health and Safety (EHS) program by reading the company’s Environmental, Social, and Governance (ESG) Report at www.baltimoreaircoil.com/sustainability.
Direct Drive Lowers Costs and Environmental Impact
In their old equipment, Toyota had been using gear drive systems but decided to take advantage of BAC’s direct drive ENDURADRIVE® Fan System in the new cooling towers. Direct drive designs remove mechanical losses and thereby save energy compared to gear and belt drive systems, reducing costs and carbon footprint. Direct drive motors employ efficient and reliable permanent-magnet technology and eliminate the expense and environmental impact of oil changes.
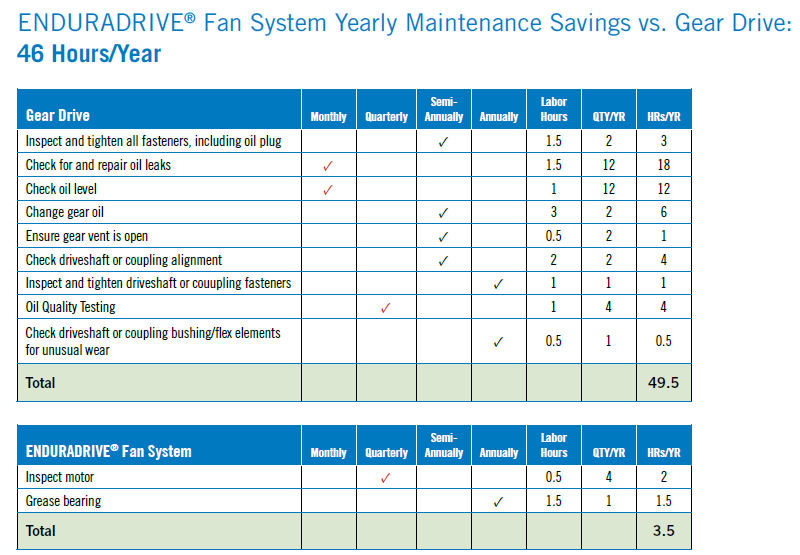
Gear drive systems require much more maintenance, including gear oil inspections and regular oil changes. For manufacturing plants that factor OSHA rules for work in confined spaces into purchasing decisions, direct drive fans require significantly less frequent entry for maintenance. Toyota conducts its own maintenance in-house and by switching to the ENDURADRIVE® Fan System, will realize tens of thousands of dollars in annual operational savings and significantly reduced planned maintenance hours as shown in the Preventative Maintenance Schedules chart.
Conclusion: First Cost Versus Total Cost of Ownership
Toyota’s modular cooling towers from BAC equipped with the ENDURADRIVE® Fan System were installed on time and on budget and have operated reliably while significantly reducing maintenance. Since this installation at the Princeton factory, Toyota has continued to install modular Series 3000 units at other U.S. locations and choose BAC to meet their cooling needs.